
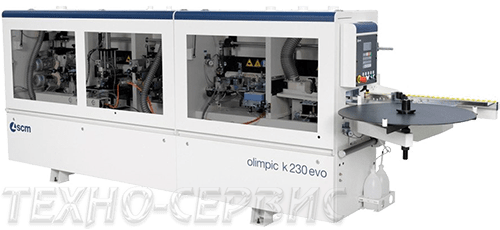
 Автоматический односторонний кромкооболицовочный станок для приклеивания кромки при помощи горячего клея-расплава на прямолинейные щитовые детали с четырех сторон.
Автоматический односторонний кромкооболицовочный станок для приклеивания кромки при помощи горячего клея-расплава на прямолинейные щитовые детали с четырех сторон.
Простой в использовании и богато оснащенный Olimpic k 230 evo — идеальный выбор для компаний, совершающих переход к профессиональной кромкооблицовке. Благодаря высокотехнологичным решениям этот станок позволяет изготавливать щитовые детали превосходного качества.
• Система безопасности.
• Напряжение 400 В
• Частота 50 Гц
• Узел прифуговки "RT-V1"
• “VC-V1” клеевой узел
• Клеевая ванна

ОТДЕЛКА КРАЯ УГЛА
на прямых и фасонных панелях: операция автоматически выполняется устройством округления и обеспечивает оптимальную чистовую обработку без необходимости дальнейшей обработки.

Торцовочная группа:
Фрезерование кромки и придание радиуса за один проход. Обрезка с радиусной обработкой толстой кромки производится автоматически и без ошибок благодаря особой системе с двойной пилой, которая позволяет производить также прямую обрезку массива и наклонную обрезку тонкой кромки.

Автоматическая и безошибочная резка с радиусом кромок благодаря особой системе двойных лезвий концевого режущего блока. Функция также позволяет идеально обрезать края кромки.
Схема обработки:


Включает в себя:
- ЖК дисплей 4 дюйма с крупным шрифтом и подсветкой
- выбор языка
- клавиатура с сенсорными клавишами и светодиодной подсветкой для выбора различных узлов обработки и функций станка.
- полное управление станком благодаря функциям программатора и энкодеру, расположенному на шестерне подающей ленты.
- отображение и настройка температуры клеевой ванны
- простая диагностика с поиском быстрых решений для любых сбоев.
- Частичные и абсолютные статистические показатели: количество обработанных деталей и израсходованной кромки, время наработки подающего транспортера.

Узел прифуговки "RT-V1"
Фрезерует торец плит для получения идеальной поверхности для нанесения клея, позволяя добиться безукоризненной линии стыка (шва) между плитой и кромкой.
-два высокочастотных двигателя. Работа двигателей синхронизирована, чтобы избежать сколов
-аспирационные патрубки
-синхронизированный обдув обработанных плит (деталей)
-регулируемая величина съема с настройкой линейки на входе при помощи круглой ручки с механическим цифровым индикатором
-регулировка двигателей по высоте позволяет менять положения фрез относительно точки обработки
-укомплектован алмазными фрезами. (H=49mm – D=100mm – Z=2+2).

“VC-V1” клеевой узел
Автоматическое приклеивание при помощи клея-расплава кромки в рулонах (и полосовой кромки) на щитовые детали
Клеевая ванна
-независимый двигатель для непрерывной рециркуляции клея
-специальное антиадгезионное покрытие клеевой ванны для ее быстрой очистки и легкой смены клея
-клеенаносящий ролик со специальной поверхностью для равномерного и оптимального распределения клея
-цифровой термостат для регулировки температуры клея
-автоматическое снижение температуры клея во время временного простоя/остановки станка
-регулировка количества наносимого клея
Загрузка кромки
-подающий ролик автоматически начинает протягивать кромку при подходе детали (заготовки)
-узел автоматического предварительного торцевания кромки в рулонах
-дисковый держатель кромки
Прижимные ролики
-1-й ролик большого диаметра
-2-й ролик неприводной
-механическая регулировка прижимных роликов
-круглая ручка с цифровым механическим индикатором для регулировки положения в зависимости от толщины наклеиваемой кромки.

“K-1” торцовочный узел с одним двигателем
Выполняет торцевание передних и задних свесов кромки
- 1 высокочастотный двигатель
- узел движется без люфтов по цилиндрическим направляющим
- 2 независимых копира для точного позиционирования инструмента по отношения к точке обработки
- узел укомплектован торцовочными дисками.

Устанавливается вместо одномоторного узла K-1
Выполняет торцевание передних и задних свесов кромки
• 2 высокочастотных двигателя
• автоматическое позиционирование торцовочных дисков с пульта в режимах: прямая и радиусная обработка, снятие фаски
• двигатели движутся без люфтов по призматическим направляющим с возвратным движением шариков
• копиры для точного позиционирования инструмента по отношения к точке обработки
узел укомплектован торцовочными дисками.

"R-K" узел снятия свесов
Данный узел сфрезеровывает верхние и нижние свесы кромки
-2 высокочастотных двигателя
-копиры для точного позиционирования инструмента по отношения к точке обработки: вертикальные дисковые копиры и передние плоские копиры
-аспирационный кожух
-круглые ручки для настройки положения с механическими цифровыми индикаторами
-ручной исключение (отвод) узла
узел укомплектован комбинированными фрезами (R=2мм) для работы с 3-я типами различной кромки: тонкой, «радиусной» и полосовой.


Узел устраняет следы от фрез - «волнистость»
• дисковые копиры для точного позиционирования инструмента по отношения к точке обработки
• пневматическое исключение (отвод) узла
• круглые ручки для настройки положения с механическими цифровыми индикаторами
• аспирационные патрубки и отсек с фильтром для длинной стружки
• прилагается пара ножей (R=2)
• 12 мм – минимальная толщина щитовых деталей

с двумя независимыми двигателями (0,13 кВт - 1.400 об./мин) для очистки/полировки кромки
Примечание: место (½).
Гусеничный транспортер с обрезиненными башмаками высокого сцепления и промышленная цепь с шагом 3/4 дюймов.
Перемещение башмаков осуществляется на двух направляющих из закаленной стали, одна круглая, а другая плоская, что обеспечивает линейность транспортировки заготовки и устойчивость при поперечной нагрузке.
Смазка системы ручная
 |
|  |